了解行業資訊,關注長善精密動態
 2025-11-28
2025-11-28
 長善精密
長善精密
磁性鋼片怎么切,真的有那么重要嗎?
在電機、變壓器、電感器等磁性器件生產現場,經常能聽到一句話:材料沒選錯,卻被加工工藝“拖了后腿”。尤其是磁性鋼片這類對損耗、磁導率和尺寸精度都非常敏感的材料,一旦切割方式不當,前端選材投入就大打折扣。
在多種切割工藝中,激光加工這幾年越來越多地出現在磁性鋼片領域:打樣、小批量、異形件、高精度試制線,幾乎都離不開激光設備的身影。那么,磁性鋼片激光加工到底靠什么吃飯,又有哪些“坑”需要避開?下面從幾個維度展開聊一聊。
一、磁性鋼片的“特殊脾氣”
磁性鋼片通常包括:
電工硅鋼片(取向、非取向)
軟磁合金薄板(如高硅鋼、坡莫合金等)
其他用于電機、變壓器、磁芯的薄型鋼材
它們有幾個共性特點:
厚度薄
常見厚度在 0.1~0.5mm 左右,高頻領域甚至更薄。薄板在切割時極易產生翹曲、塌邊。
對應力非常敏感
冷加工硬化、殘余應力會讓磁導率下降、鐵損上升。剪切過重、模具沖裁不當都會“傷磁”。
邊緣質量直接影響性能
毛刺不僅可能刺穿絕緣涂層、造成層間短路,還會導致疊片間隙不均勻,引起噪音和損耗增加。
也正是因為這些特點,使得磁性鋼片對加工方式的選擇尤為“挑剔”,激光加工的優勢與局限,就在這些點上體現得很明顯。

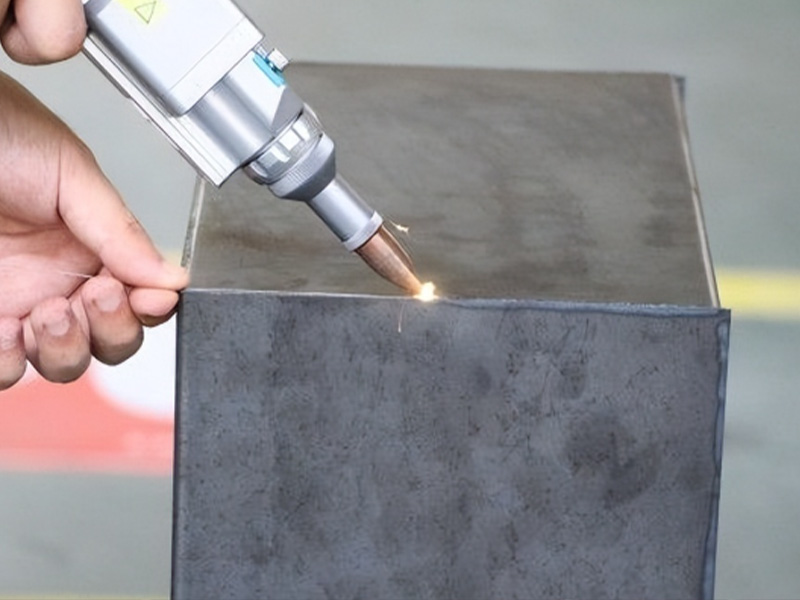
二、激光加工磁性鋼片的基本原理
磁性鋼片的激光加工,本質上是一種熱切割過程:
高能量密度的激光束聚焦到鋼片表面;
瞬間將材料局部加熱到熔化甚至汽化;
配合輔助氣體吹除熔融金屬,形成切縫。
關鍵參數包括:
激光類型(光纖激光、CO? 激光等);
功率大小與功率控制方式(連續、脈沖);
切割速度與焦點位置;
輔助氣體種類與壓力(氮氣、氧氣、空氣等)。
對磁性鋼片而言,最核心的是如何在切透材料的同時,把熱影響控制到盡可能小,減少對磁性能和絕緣涂層的破壞。
三、磁性鋼片激光加工的優勢
相比傳統剪切、沖壓等方式,激光加工在很多場景里有明顯優勢:
1. 柔性強:無需模具,特別適合打樣和多品種
不需要前期開發沖壓模具,減少模具費用和周期;
可以直接從 CAD 圖紙導入路徑,隨時調整形狀和尺寸;
特別適合電機樣機開發、小批量特殊結構磁芯、異形鐵芯加工。
對頻繁改型、試驗不同槽形或磁路結構的研發團隊來說,激光加工大大縮短了試制時間。
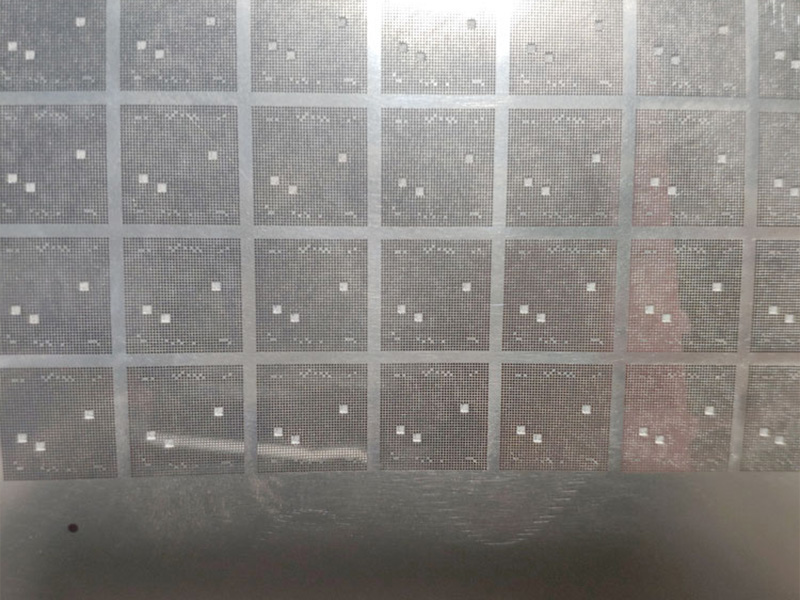
2. 精度高:輪廓清晰,可實現復雜幾何
切縫窄,適合加工細窄槽、銳角、復雜曲線等;
重復精度好,便于多片疊層后保持外形一致;
適合高極數電機、小型精密電機鐵芯等結構復雜零件。
在一些傳統沖壓難以實現的細節形狀上,激光往往更容易實現。
3. 對材料機械應力小
與強力剪切、沖裁不同,激光加工不通過機械刀具擠壓材料,不會形成明顯的剪切變形區。
這意味著:
邊緣冷加工硬化較輕;
不會因模具間隙不當造成嚴重拉伸或撕裂。
從“機械應力”角度看,激光對磁性能的破壞要小于劣質沖壓工藝。
四、激光加工對磁性鋼片的潛在影響
激光是熱加工,優勢明顯的同時,也帶來一些必須關注的問題。
1. 熱影響區(HAZ)對磁性能的影響
激光束周圍的一圈區域會經歷快速加熱和冷卻,形成所謂熱影響區。這里可能出現:
組織變化(如局部回火、再結晶等);
內部殘余應力重新分布。
如果控制不當,熱影響區的磁性能可能劣化,導致:
鐵損增加;
局部磁導率下降;
整體電機或變壓器性能受影響。
因此,對磁性鋼片的激光加工,控制熱輸入是關鍵。
2. 切邊氧化和絕緣涂層破壞
使用氧氣作為輔助氣體,有利于提高切割效率,但也容易在切邊產生氧化層,甚至燒損表面絕緣涂層。
這會帶來:
層間絕緣性能下降,增加渦流損耗;
疊片鐵芯的絕緣可靠性降低。
為此,很多工藝會改用氮氣或高壓空氣切割來減少氧化,并優化焦點位置和速度,讓絕緣涂層受熱更溫和。
3. 切縫表面粗糙度與微毛刺
盡管激光切割理論上毛刺較小,但如果參數設置不佳或設備狀態不理想,仍可能出現:
掛渣、微毛刺;
切面粗糙,影響疊裝貼合度。
這就要求在工藝調試和設備維護上持續投入精力。
五、如何把磁性鋼片激光加工“用好”?
1. 合理選擇激光類型與功率
對于厚度在 0.2~0.5mm 的常見電工鋼,光纖激光器配合合適的光斑直徑即可;
功率不宜一味追求大,而是要與切割速度和板厚匹配,在保證穿透的前提下降低熱輸入。
2. 優化輔助氣體方案
需要兼顧切割效率與切邊質量;
對磁性鋼片及其涂層敏感的產品,可優先考慮氮氣切割,降低氧化風險;
對成本敏感、對磁性能要求相對不極端的場合,也可在充分驗證后采用高壓空氣方案。
3. 精細調整工藝參數
包括但不限于:
焦點位置(焦點在板厚中的位置對切縫形狀影響很大);
切割速度(速度太慢易過燒,太快則易掛渣);
占空比、脈沖頻率(在脈沖模式時更明顯);
加速減速策略(拐角處、細小結構處適當降速)。
通常需要通過一系列試驗片,在顯微、磁性能測試和外觀檢查綜合評價下形成一套穩定參數。
4. 必要時增加后處理環節
對于高要求產品,可考慮:
在切割后進行去毛刺、輕微拋光;
進行應力消除退火(需評估對涂層及尺寸的影響);
對切邊絕緣狀態進行抽檢,必要時局部補涂或增設絕緣層。
六、典型應用場景:激光加工并不是“替代全部”,而是重要補充
在磁性鋼片制造中,激光加工更多扮演的是靈活、高精度補充工藝角色:
樣機開發和小批量試制
新型號電機定轉子沖片試驗;
特殊尺寸變壓器鐵芯樣件加工;
通過激光快速完成圖樣到實物的轉化,減少模具投入。
高端、小眾產品
高性能特殊軟磁合金件;
型號變化多、難以走大批量沖壓路線的高附加值產品。
利用激光的靈活性和精度,滿足差異化需求。
復雜或非常規結構磁芯
特殊磁路設計、多槽多孔結構;
局部細窄結構、不規則輪廓。
對于模具制造難度高、成本巨大的結構,激光往往更劃算。
大批量標準電機、變壓器鐵芯仍然多用高速沖壓,但激光在研發、試制、高端細分產品中的地位越來越重要。
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

掃碼添加

官方公眾號





 首頁
首頁