了解行業(yè)資訊,關(guān)注長善精密動態(tài)
 2025-11-28
2025-11-28
 長善精密
長善精密
在電機(jī)、變壓器、電感器等電磁器件里,磁性鋼片是核心材料之一。無論是新能源汽車驅(qū)動電機(jī)的定轉(zhuǎn)子鐵芯,還是高頻變壓器的疊片鐵芯,一片片看似普通的薄鋼片,切得好不好,直接影響效率、噪音和壽命。
很多人只注意到材料牌號、涂層種類,卻容易忽略一個關(guān)鍵環(huán)節(jié)——磁性鋼片的精密切割工藝。切割方式不同,可能造成磁性能損失、應(yīng)力集中、毛刺過大、尺寸偏差,最終讓整機(jī)性能打折扣。
下面就從材料特點、常見切割工藝、精密控制要點以及應(yīng)用場景幾個維度,系統(tǒng)聊聊“磁性鋼片精密切割”這件事。
一、磁性鋼片有什么特點?為什么切割要“精打細(xì)算”?
磁性鋼片多指電工鋼片、硅鋼片或其他軟磁合金薄板,典型特點包括:
材料較薄
常見厚度從 0.1mm、0.2mm 到 0.5mm 左右不等,高頻場合甚至更薄。
→ 薄板在切割時更容易產(chǎn)生翹曲、變形和毛刺。
對磁性能敏感
鋼片的矯頑力、損耗、磁導(dǎo)率等指標(biāo),很容易受到冷加工硬化、殘余應(yīng)力的影響。
→ 過度剪切、拉伸或局部過熱,會破壞磁性能。
邊緣質(zhì)量要求高
電機(jī)鐵芯多由疊片沖壓或切割后疊裝而成,邊緣毛刺過大、尺寸不均會導(dǎo)致氣隙不均勻、噪音上升、損耗增加。
→ 精密切割不僅要切得準(zhǔn),還要切得“干凈”。
因此,磁性鋼片的切割不是簡單“裁塊”,而是要在尺寸精度、邊緣質(zhì)量和磁性能保護(hù)三者之間找到平衡。

二、磁性鋼片的幾種常見切割方式
不同應(yīng)用、不同批量、不同復(fù)雜度的零件,會選擇不同的切割工藝。常見的有:
1. 機(jī)械剪切與精密裁剪
包括傳統(tǒng)剪板機(jī)、飛剪線、精密縱剪線等方式,適合將大卷鋼帶裁成條料、片料。
優(yōu)點:效率高、適合大批量直線裁剪;設(shè)備成熟,成本相對較低。
缺點:若刀具間隙控制不好,容易產(chǎn)生明顯毛刺和波浪邊;不適合復(fù)雜輪廓切割。
在電工鋼生產(chǎn)中,很多廠家配有縱剪線與橫剪線,將鋼卷精確分切成不同寬度、長度的條板,為后續(xù)沖壓或堆疊做準(zhǔn)備,這也是“精密切割”的第一環(huán)節(jié)。
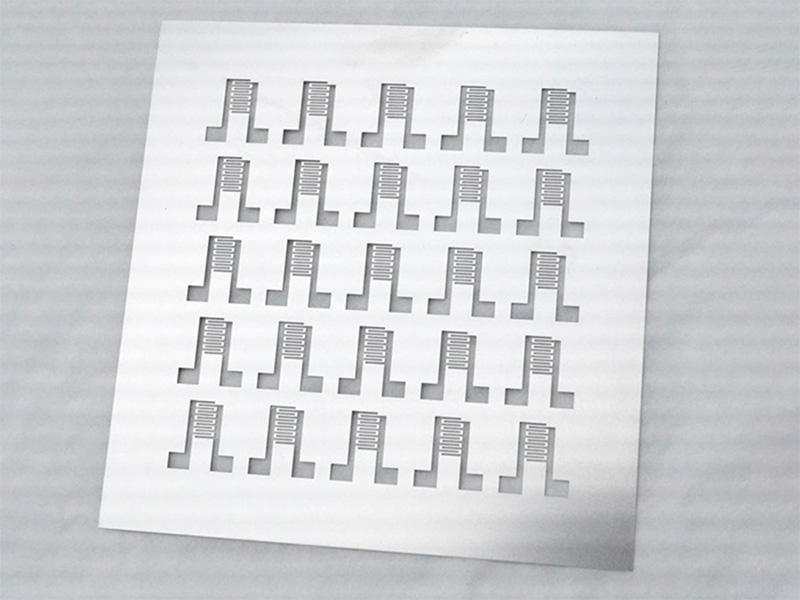
2. 沖壓模具精密落料
對于異形定轉(zhuǎn)子沖片、變壓器鐵芯片等常規(guī)形狀,大多采用高速沖床 + 精密模具來一次成形。
優(yōu)點:尺寸穩(wěn)定、重復(fù)精度高,適合大批量生產(chǎn);
缺點:模具開發(fā)周期長、成本高,設(shè)計不合理時會對材料磁性能造成較大冷作硬化影響。
為了減小材料損傷,模具需要:
合理設(shè)計凹凸模間隙;
優(yōu)化排樣方式,減少廢料;
采用高硬度、高耐磨材料并保持良好銳利度。
這類方式嚴(yán)格意義上屬于“沖裁”,但在電機(jī)和變壓器行業(yè),被視為一種高效率、高精度的磁性鋼片“切割”工藝。
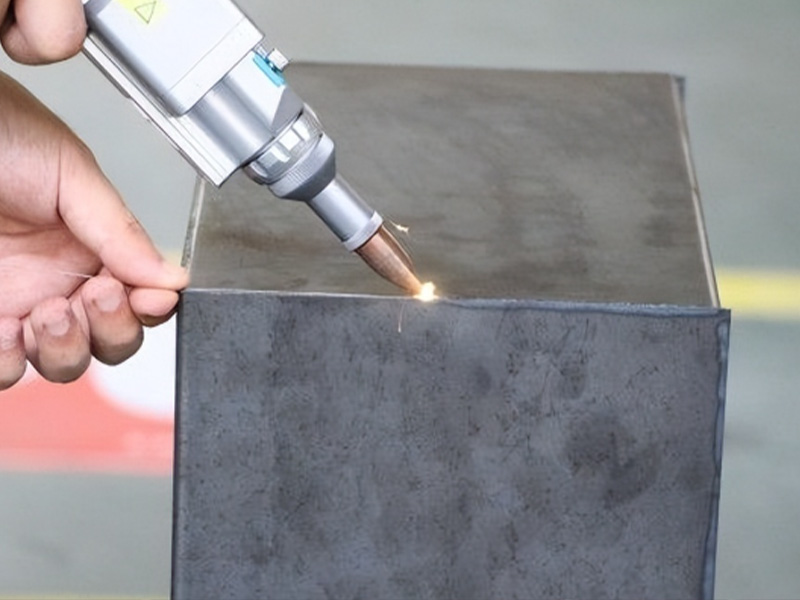
3. 激光精密切割
對于試制、小批量或復(fù)雜形狀的磁性鋼片,激光切割越來越常見。
優(yōu)點:無需模具,柔性高;可切復(fù)雜圖形,適合樣機(jī)開發(fā)、多品種小批量;
缺點:激光熱影響區(qū)可能引入局部應(yīng)力和組織變化,需要合理控制參數(shù);切邊粗糙度和效率較高速沖壓略遜。
為減小對磁性能的影響,工藝上會注意:
控制激光功率和切割速度,減小熱影響區(qū);
選用適合電工鋼的輔助氣體(如氮氣)以減少氧化;
優(yōu)化路徑規(guī)劃,避免局部過熱。
4. 線切割、電火花等特殊加工
在一些高端磁性材料或厚度較大、形狀特殊的零件上,也可能使用線切割、成形磨削、電火花等方式。
優(yōu)點:精度高,可加工形狀復(fù)雜、硬度高的材料;
缺點:效率較低,不適宜大批量;電火花等放電加工方式可能引入表面白層和微裂紋,需要后處理。
這些工藝多用于高精度原型件、小批量特殊結(jié)構(gòu),而非常規(guī)大批量生產(chǎn)。
三、精密切割的關(guān)鍵控制點:不止是“尺寸”
說到“精密”,很多人第一反應(yīng)是尺寸公差,其實磁性鋼片的精密切割至少包括三個維度:
1. 尺寸與形位精度
外形尺寸公差(長寬、外徑、內(nèi)徑等);
孔位、槽位的相對位置和同心度;
局部形狀精度,如齒槽輪廓、轉(zhuǎn)子槽形等。
尺寸偏差過大,會導(dǎo)致裝配困難、振動與噪音增加、磁路不均引起局部飽和。
2. 邊緣質(zhì)量與毛刺控制
磁性鋼片切邊處常見問題:
毛刺高度過大,容易刺穿絕緣涂層,造成層間短路;
崩邊、拉伸紋明顯,增加局部損耗;
切口不垂直,引起疊片間夾角和縫隙不均。
精密切割要求毛刺高度控制在規(guī)定范圍內(nèi),并盡量減少邊緣塑性變形區(qū),保證邊緣整齊。
3. 材料磁性能保持
切割本身是一種冷加工或熱加工過程,會不可避免地在局部形成應(yīng)力集中區(qū)、位錯密集區(qū)。如果控制不當(dāng):
磁導(dǎo)率降低,損耗增加;
局部磁性能劣化影響整體鐵芯性能。
因此,優(yōu)質(zhì)工藝會通過:
合理選擇切割方式;
優(yōu)化切削/剪切/沖裁參數(shù);
必要時安排退火等后處理工序,釋放應(yīng)力。
四、磁性鋼片精密切割工藝中的“細(xì)節(jié)活”
很多人以為設(shè)備先進(jìn)就行,其實真正拉開差距的是細(xì)節(jié)控制。
1. 刀具與模具維護(hù)
無論是剪切還是沖裁,刀具鋒利程度和磨損狀況都直接決定毛刺和變形。
定期檢查刀口磨損和崩角;
制定合理的磨刀周期;
選擇適合電工鋼的刀具材料和熱處理工藝。
2. 材料表面與潤滑
在沖裁和剪切過程中,適當(dāng)?shù)臐櫥梢裕?/p>
降低摩擦,減小模具磨損;
減少拉毛和劃傷;
更好保護(hù)絕緣涂層。
磁性鋼片表面通常有絕緣涂層,潤滑劑的選擇要兼顧不破壞涂層、不影響后續(xù)涂裝或疊片粘接。
3. 切割熱輸入控制(激光、線切割等)
對于激光切割等熱加工方式:
通過合理調(diào)節(jié)激光功率、頻率、切割速度控制熱影響區(qū)寬度;
優(yōu)化路徑,避免在小區(qū)域內(nèi)長時間加熱;
采用合適的冷卻和輔助氣體。
熱處理后的磁性材料尤其怕“二次加熱破壞組織”,所以這部分要特別謹(jǐn)慎。
4. 疊片方向與紋理配合
對于具有軋制紋理方向的電工鋼,切割時還要考慮:
相對于軋制方向,磁路主方向如何排布;
沖裁或切割路徑是否盡量順應(yīng)紋理,以減少磁性能損失。
這屬于設(shè)計與工藝相結(jié)合的優(yōu)化內(nèi)容,在高端電機(jī)制造中尤其重要。
五、質(zhì)量檢測與過程監(jiān)控
為了讓“精密切割”不是一句口號,需要配套完善的檢測與監(jiān)控手段:
尺寸與外觀檢測
利用投影儀、三坐標(biāo)、影像儀檢測輪廓與孔位;
用專用毛刺測量工具抽檢毛刺高度;
目視檢查邊緣裂紋、崩邊、劃傷等缺陷。
磁性能抽檢
通過樣片做磁性測試,驗證切割工藝對損耗、磁導(dǎo)率的影響是否在可接受范圍內(nèi)。
過程數(shù)據(jù)記錄與追溯
記錄每批材料、模具編號、切割設(shè)備、工藝參數(shù)等;
一旦發(fā)現(xiàn)質(zhì)量問題,可以追溯到具體工藝環(huán)節(jié),便于問題分析與改進(jìn)。
六、典型應(yīng)用:從電機(jī)到變壓器
磁性鋼片精密切割,與很多終端產(chǎn)品性能緊密相關(guān):
電機(jī)定轉(zhuǎn)子沖片
對尺寸一致性、齒形精度、毛刺高度均有嚴(yán)格要求。精密切割有助于降低電機(jī)空載損耗、控制噪音和振動,提升效率。
變壓器鐵芯疊片
尤其是高頻、高效變壓器,對鐵芯損耗要求更高。切割邊緣質(zhì)量和應(yīng)力控制好的鐵芯,在同等材料條件下可以獲得更低損耗。
電感器、磁放大器等磁性組件
形狀有時較為復(fù)雜,可能需要激光精密切割或特殊加工。良好的加工工藝可以保證磁路均勻性和長期穩(wěn)定性。
七、發(fā)展趨勢:精度更高、損耗更低、柔性更強(qiáng)
隨著節(jié)能標(biāo)準(zhǔn)提高、電機(jī)能效等級提升,磁性鋼片精密切割也呈現(xiàn)幾大趨勢:
向更薄材料發(fā)展
薄規(guī)格電工鋼片應(yīng)用增多,對切割設(shè)備和工藝提出更高要求,如何在更薄材料上控制毛刺和變形是一個重點。
智能化與自動化水平提升
結(jié)合在線監(jiān)測、自動換模、自動磨刀等技術(shù),實現(xiàn)更穩(wěn)定的質(zhì)量與更高的產(chǎn)出。
柔性加工與模具成形相結(jié)合
樣機(jī)階段更依賴柔性切割(如激光),量產(chǎn)階段采用高速沖壓,整個流程在工藝鏈上更緊密銜接。
對磁性能影響更小的工藝探索
例如更溫和的剪切方式、低應(yīng)力沖裁技術(shù)、切割后精準(zhǔn)退火方案等,目標(biāo)是讓材料潛力發(fā)揮得更充分
![]() 400-8188-860
400-8188-860
![]() 130-3889-2257
130-3889-2257

掃碼添加

官方公眾號





 首頁
首頁